



СОДЕРЖАНИЕ
Word, ведомость, спецификация, чертежи (часть чертежей представлена выше), титульный лист.
Аннотация 5
Введение 6
1 Состояние вопроса 7
1.1 Краткая характеристика 7
1.2 Особенности темы проекта 12
2 Расчетно-технологическая часть 15
2.1 Выбор метода восстановления 15
2.2 Расчет и обоснование производственной программы 20
2.3 Разработка участка восстановления деталей 24
2.4 Разработка технологической карты на восстановление деталей 29
3 Конструкторская разработка 31
3.1 Установка для многоэлектродной наплавки валов малого диаметра в среде газа СО2 31
3.2 Расчет установки 32
3.3 Выбор электродвигателя 37
3.4 Прочностные расчеты 38
4 Производственная и экологическая безопасность 40
4.1 Актуальность проблемы 40
4.2 Требования безопасности при работе на многоэлектродной установке 41
4.3 Расчет освещения 43
4.3 Экологическая безопасность 44
5 Оценка эффективности решений 48
Заключение 54
Литература 55
Приложение 57
Выдержка из текста дипломной работы
ДОКЛАД
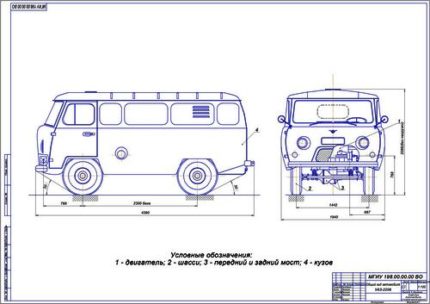
Целью данного дипломного проекта является разработать организацию и технологию восстановления изношенных деталей при капитальном ремонте.
Получение высококачественного ремонта невозможно без внедрения в ремонтное производство новых современных способов восстановления деталей, обеспечивающих повышенный моторесурс. Анализ применяемых методов восстановления деталей показывает, что в среднем способами сварки и наплавки восстанавливается 45-55? деталей, способами ремонтных размеров 20-30?, дополнительных ремонтных деталей 15-20?, применением электролитических покрытий 5-7? и всеми другими способами, в том числе с применением полимеров 1-3?.
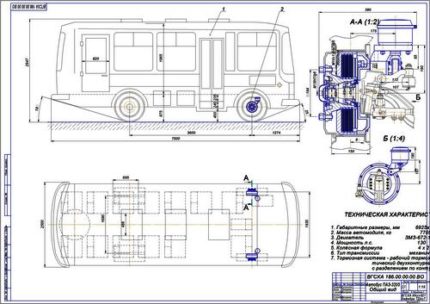
В настоящее время существует множество технологических способов восстановления деталей. Рассмотрим несколько наиболее важных и распространенных в ремонтном производстве (ЛИСТ1): Проанализированные выше способы наплавки показаны на листе 1 графической части.
Многоэлектродная наплавка в одну сварочную ванну и ленточная наплавка под слоем флюса являются очень производительными способами.
Сущность данных способов такая. При многоэлектродной наплавке используется явление “блуждающей” дуги. Все электроды расположены в ряд, подключаются к одному источнику питания и через специальный мундштук подаются с одинаковой скоростью перпендикулярно направлению наплавки. Дуга поочередно возникает на электродах, и они плавятся.
При наплавке лентой вместо одного электрода применяется лента. Производительность данных способов очень высокая, выше в 8…10 раз, чем вибродуговая и одноэлектродная наплавки. Однако применить широкослойную наплавку лентой и гребенкой электродов при наплавке валов малого диаметра невозможно. Объясняется это следующими причинами. Во- первых, на поверхности детали малого диаметра трудно создать большую сварочную ванну, что приводит к некачественному формированию шва. Во- вторых, при коэффициенте формы шва более 7 он склонен к образованию кристаллизационных трещин, растущих перпендикулярно поверхности. В случае же широкослойной наплавки коэффициент формы шва равен 12, что приводит к обязательному появлению трещин. В-третьих, в этом случае трудно осуществить качественное заплавление галтелей.
В настоящее время разработан и выполняется высокопроизводительный способ многоэлектродной наплавки цилиндрической поверхности деталей. Сущность данного метода заключается в том, что все электроды разделены на две группы. В первой группе количество электродов меньше ровно на один, чем во второй. В работу включается механизм первой группы, а затем после наплавки первой группой кольцевых валиков по всей ширине поверхности, включается подающий механизм второй группы электродов, которые образуют круговые валики, расположенные между валиками первой группы. Наплавка выполняется под слоем флюса. Данный способ позволяет получить высокое качество наплавленного слоя при высокой производительности. Недостатками данного способа является большая потребность во флюсе, который значительно увеличивает себестоимость деталей, наплавленных данным способом; трудность создания надежного флюсового покрытия сварочной ванны, так как флюс скатывается с деталей малого диаметра.
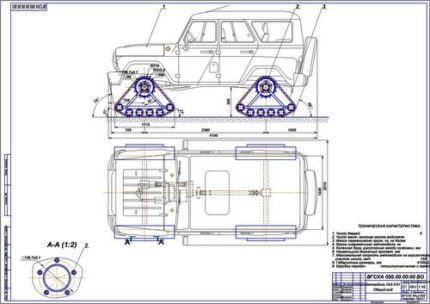
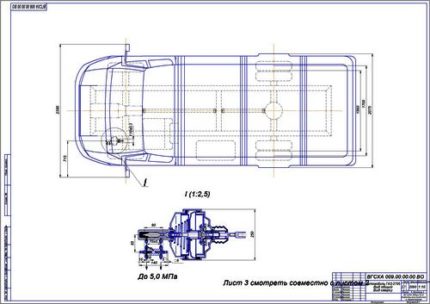
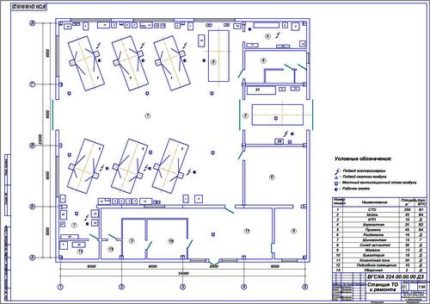
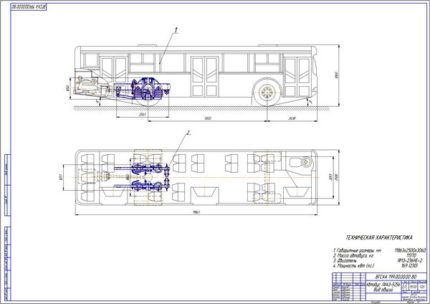
Расчет и обоснование производственной программы проводят исходя из того, что качество и себестоимость восстановления деталей в значительной мере зависит не только от способа их восстановления, но и от годовой программы предприятия. Так как с увеличением программы увеличивается использование оборудования, повышается производительность труда, снижается себестоимость восстановления деталей. Однако увеличение программы целесообразно до определенного предела, в противном случае транспортные расходы превысят величину снижения себестоимости. Поэтому целью проектирования является определение оптимальной программы по восстановлению деталей при капитальном ремонте тракторов. Все необходимые расчеты представлены в пояснительной записке. Так же мы разработали подробный план мастерской (лист2).
Далее нами разработана и просчитана карта на восстановление рычага отводки УКМ. (лист 3)Восстановление рычага отводки УКМ включает в себя следующие операции:
1) Дефектовочная
2) Наплавочная
3) Шлифовальная
4) Наварочная
5) Обдирочная
6) Слесарная
7) Контрольная
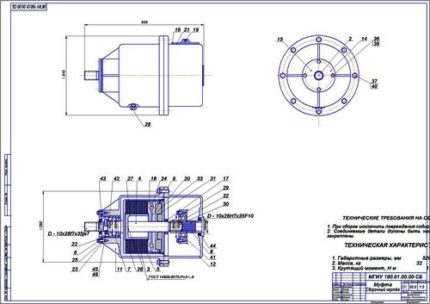
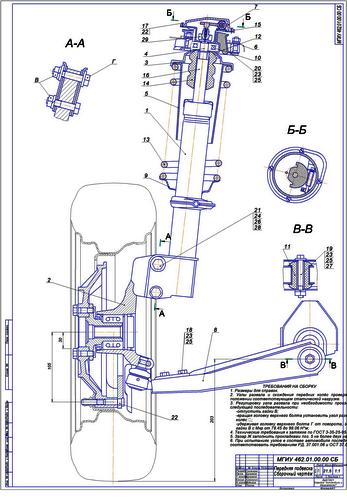
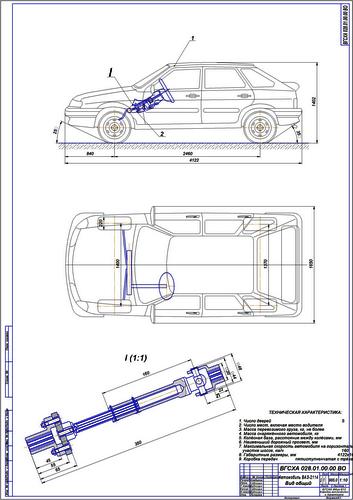
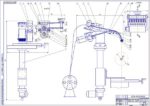
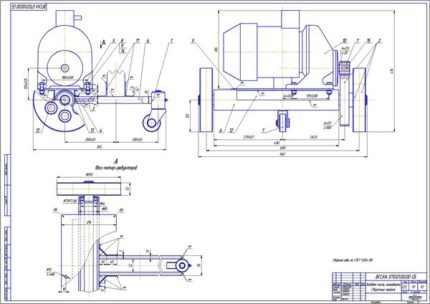
В качестве конструкторской разработке представлена наплавочная головка (лист 4)
В предлагаемой конструкции вместо флюса используется защитная среда из углекислого газа, что привело к изменению конструкции головки мундштука. Кроме того, наплавка предлагает восстановление посадочных мест под подшипники валов o20…25 мм и выше. Наплавочная головка позволяет наплавлять поверхности шириной до 50 мм при толщине наплавленного слоя 1…1, 5мм. Работу предлагаемой установки рассмотрим на примере наплавки цапф рычага отводки УКМ
Процесс наплавки идет следующим образом. Включается автомат и производится наплавка первой группы валиков (8 штук) на цапфе рычага отводки УКМ длиной 50 мм. После того, как вал сделает один оборот, первый подающий механизм выключается и в работу вступает второй подающий механизм с числом электродов n+1 (9 штук), который заплавляет промежутки между ранее наплавленными валиками. Такая же операция повторяется на второй цапфе рычага отводки.
Таким образом, за четыре оборота деталь полностью наплавляется. преимущества такой схемы наплавки заключается в том, что за время наплавки и за промежуток времени, до включения второго подающего механизма, происходит выравнивание тепла от наплавленных валиков. Поэтому вторая группа валиков наплавляется на подогретую деталь, и кристаллизационных трещин не образуется.
На листе 5 представлены рабочие чертежи конструкторской разработки.
На 6 листе мы отобразили оценку эффективности принятых решений – можно прочитать несколько цифр с листа
Список используемой литературы
1. Левитский И.С. Организация ремонта и проектирование сельскохозяйственных ремонтных предприятий. – М.: Колос, 1977. – 220 с.
2. Бабусенко С.М. Проектирование ремонтных предприятий. – М.: Колос, 1981. – 295 с.
3. Сельскохозяйственная техника. Каталог. – т.1. – м.: Информагротех, 1991.
4. Серый И.С., Смелов А.П., Черкун В.Е. Курсовое и дипломное проектирование по надежности и ремонту машин. – М.: Агропромиздат, 1991. 183 с.
5. Методические указания по выполнению курсовой работы по ремонту машин. – Киров, 1978. – 19 с.
6. Деев В.А. Восстановление деталей автоматической наплавкой. – М.: Машиностроение, 1976. – 120 с.
7. Сварка в защитной среде углекислого газа и водяного пара. – М.: ГОСНИТИ, 1964. – 245с.
8. Уткильбаев К.К. Многоэлектродная наплавка. – М.: Машиностроение, 1978.
9. Указания по ремонту деталей сельскохозяйственной техники в мастерских хозяйств и райсельхозтехник. – М.: ГОСНИТИ, 1983. – 130с.
10. Дунаев П.Ф., Леликов О.П. Конструктирование узлов и деталей машин . – 4е изд., перераб. и доп. – М.: Высшая школа, 1985. – 416с.
11. Беляев Н.Н. Сопротивление материалов. – М.: Наука, 1975. – 350 с.
12. Пустовалов и др. Техническое нормирование временных мастерских. – М.: Колос, 1965.
13. Воловин Е.А. и др. Рекомендации по выбору рационального метода восстановления деталей. М.: – ГОСНИТИ, 1976.
14. Методические рекомендации по организации и технологии восстановления деталей. – М.: Россельхозиздат, 1980. – 50с.
15. Технические условия и указания по дефектовке деталей и сопряжений при ремонте шасси тракторов ДТ-75 и ДТ-75М. М.: ГОСНИТИ, 1970.
16. Луковников А.В., Шкрабак В.С. Охрана труда: Учебники для вузов. – 6-е изд., перераб. и доп. – М.: Агропромиздат, 2007. – 517 с.: ил.
17. Безопасность жизнедеятельности: Учебник для вузов / С.В.Белов, А.В.Ильницкая, А.Ф.Козьяков и др.; Под общ. ред. С.В.Белова. 7-е изд., стер. – М.: Высшая школа, 2007. – 616 с.