



СОДЕРЖАНИЕ
Word, ведомость, спецификация, чертежи (часть чертежей представлена выше), титульный лист.
Выдержка из текста дипломной работы
Аннотация
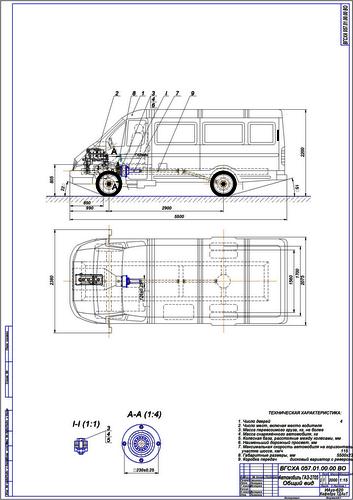
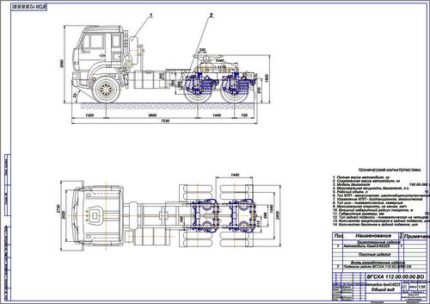
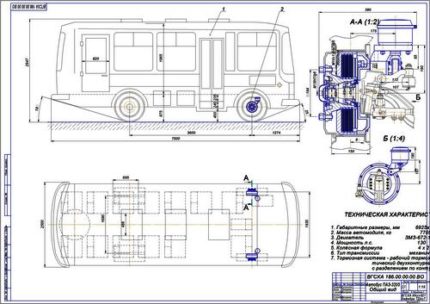
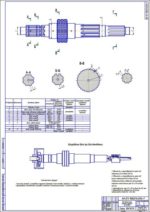
Тема дипломного проекта “Организация технологического процесса восстановления вторичного вала КПП автомобиля КамАЗ-5320 с годовой программой 5000 капитальных ремонтов в год” включает расчётно-пояснительную записку и графическую часть на 8 листах.
Во введении определена актуальность авторемонтного производства в условиях рыночных отношений. Обозначена цель проекта и задачи, направленные на ее достижение.
В рамках технико-экономического обоснования освещены вопросы, отражающие работу технических служб, производственной базы предприятия, произведен анализ организации и управления ремонтом.
В разделе технологический расчет дан выбор рационального способа восстановления детали. Произведен расчет рабочих, числа оборудования, производственных площадей.
В организационном разделе обосновываются организация технического контроля на предприятии.
В разделе безопасность труда и охрана окружающей среды произведен анализ опасных и вредных воздействий на рабочих и окружающую среду. Произведен расчет естественного освещения на участке. Смоделирована чрезвычайная ситуация.
В разделе экономическая часть рассчитан экономический эффект от внедрения технологического процесса, рассчитан срок окупаемости дополнительных капитальных вложений.
Введение
В последние годы наметилась тенденция ограничения малоэффективного капитального ремонта и увеличения доли амортизационных отчислений, выделяемых на замену изношенного и морально устаревшего оборудования машин. Некоторые специалисты, основываясь на результатах анализа современного состояния экономики и организации ремонта отдельных машин и оборудования, предлагают вообще отказаться от проведения капитального ремонта /1/. Это предложение экономически необоснованно. Прежде всего, такой отказ означал бы сокращение фактических сроков эксплуатации автомобилей, по крайней мере, в 3 раза и необходимость увеличения производства новых примерно во столько же раз за короткий промежуток времени, что вряд ли осуществимо в ближайшей перспективе.
В то же время необходимо помнить, что все материальные ресурсы после завершения жизненного цикла любого изделия подлежат вторичному использованию. Однако утилизации обязательно должны предшествовать экономически обоснованное число ремонтов и реноваций, дающих, максимальный экологический, технический, функциональный и финансовый эффект. Для снижения экологической напряженности и сохранения нашей цивилизации любой характер воссоздания ничем не ограничивается, а путь на свалку – крайняя мера для особых случаев.
К концу первого межремонтного пробега автомобиля в металлолом выбраковывается не более 20% деталей, до 20% деталей пригодны к дальнейшей работе без ремонтных воздействий, а свыше 60% имеют остаточный запас долговечности до 90% и остаточную стоимость до 85 % от новых, изготовленных из первичных ресурсов. Переработка этих групп деталей как металлолома обусловливает потери до 70% и только на 60% снижает вредные выбросы /2/.
При весовом износе в 0,4% от общего веса автомобиль становится непригоден к эффективной дальнейшей эксплуатации. По деталям прецизионной группы критический износ составляет 0,01…0,02% от веса детали /2/.
Отсюда следует вывод: затраты материалов и энергии на реновацию деталей (т.е. на восстановление) составляют менее 1,0% от их веса, что, примерно, в 100 раз меньше, чем на изготовление первичных.
Следовательно, в 100 раз меньше расходуется энергоресурсов и в 100 раз меньше образуется различных загрязнений, приходящихся на материал.
Объём восстановительных работ в 4…5 раз меньше по сравнению с первичным производством, следовательно, количество выбросов и расход энергии от реализации технологических процессов восстановления деталей во столько же раз меньше. Имеются данные, свидетельствующие о том, что выбросы вредных веществ при капитальном ремонте автомобильного двигателя в среднем в 250 раз меньше, чем при изготовлении /2/. Отмечается, что основным источником загрязнения являются металлургические и энергогенерирующие предприятия.
Используемые в настоящее время способы реновации изношенных деталей машин позволяют восстанавливать их до номинальных параметров долговечности с себестоимостью не более 40% от их первичной стоимости. Эти задачи успешно решены и теоретически, и практически /2/. Например, для получения заготовок зубчатых колес из изношенных деталей разработаны и используются прокатные станы с тактом выпуска 0,5…1,0 мин., а поршневые пальцы восстанавливают методом пластического деформирования с тактом 0,3 мин. В США восстанавливают в промышленных масштабах коленчатые валы. Их стоимость в 5 раз ниже, а износостойкость значительно выше, чем у новых. Подобные технологии успешно используются во всем мире.
Даже с учетом выбраковки изношенных деталей (до 25%) и получаемых загрязнений от реализации технологических процессов восстановления, экологичность реновации агрегатов и автомобиля в целом на порядок.
При разработке данного проекта основной целью является организация такого технологического процесса восстановления вторичного вала КПП автомобиля КамАЗ-5320, при котором минимизируются материальный издержки, и обеспечивается максимально возможный ресурс восстановленного изделия.
Для достижения поставленной цели необходимо решить следующие задачи:
1. провести анализ существующих технологических процессов восстановления;
2. выявить недостатки в организации производственного процесса;
3. разработать мероприятия, обеспечивающие оптимальные условия реализации процесса восстановления;
3. провести анализ опасных и вредных факторов при проведении реновационных работ и выработать направления снижения их влияния на работающих;
4. провести оценку влияния производственной деятельности авторемонтного предприятия на окружающую среду и разработать мероприятия по повышению экологической безопасности производства;
5. определить технико-экономические показатели проекта.
Список используемой литературы
1 Керашев, М. А. Экономика промышленного производства [Текст]: Учебник. Краснодар: Изд-во “Печатный двор Кубани”, 1998. – 173 с.
2 Намаконов, Б. В. Автомобиль не может быть “Одноразовым” [Текст]: журнал “Грузовое и пассажирское автохозяйство” / НП Издательский дом “Панорама”. – 2007, №2. – С. 78 – 79.
3 Механизация [Электронный ресурс]: Информационный Портал информационно – консультационной службы Республики Башкортостан. – Режим доступа: http://www.iksrb.ru/pages/parts/root_mech.aspx.
4 Мелеузовский рем. завод [Электронный ресурс]: Официальный сайт ГУП “Башавтотранс”. Режим доступа: http://bashauto.ru/uslugi/meleuzovskij-remontnyj-zavod/.
5 Фасхиев, С. Х. Оценка качества автомобилей, запасных частей и комплектующих [Текст]: журнал “Грузовое и пассажирское автохозяйство” / НП Издательский дом “Панорама”. – 2007, №2. – С. 61 – 66.
6 Технологические основы обработки изделий в магнитном поле / П. И. Ящерицын, Л. М. Кожуро, А. П. Ракомсин и др. – Мн.: ФТИ НАНБ, 1997. – 416 с.
7 Дюмин, И.Е. Ремонт автомобилей / под ред. И. Е. Дюмина. – М.: Транспорт, 1999. – 280 с.
8 Кожуро, Л. М. Обработка деталей машин в магнитном поле [Текст]. – Мн.: Наука и техника, 1995. – 232 с.
9 Скворчевский, Н. Я. Эффективность магнитно-абразивной обработки [Текст]. – Мн.: Навука i тэхнiка, 1991. – 215 с.
10 Мрочек, Ж. А. Прогрессивные технологии восстановления и упрочнения деталей машин [Текст]. – Мн.: УП «Технопринт», 2000. – 268 с.
11 Ракомсин, А. П. Упрочнение и восстановление изделий в электромагнитном поле [Текст]/ Под ред. П. А. Витязя. – Мн.: Парадокс, 2000. – 201 с.
12 Хейфец, М. Л. Процессы самоорганизации при формировании поверхностей [Текст]. – Гомель: ИММС НАНБ, 1999. – 276 с.
13 Справочник по электрохимическим и электрофизическим методам обработки / Г. Л. Амитан, И. А. Байсупов, Ю. М. Барон и др.; Под общ. ред. В. А. Волосатова. – Л.: Машиностроение, 1988. – 719 с.
14 А.с. 349769 СССР. Устройство для нанесения ферромагнитных покрытий / Б. П. Чемисов, Г. С. Шулев. – Опубл. в БИ № 26. 1972.
15 А.с. 1747538 СССР. Устройство для нанесения ферромагнитных покрытий / Ж. А. Мрочек, Л. М. Акулович, Л. М. Кожуро и др. – Опубл. в БИ №26. 1992.
16 А.с. 503369 СССР. Устройство для упрочнения и наращивания плоских поверхностей токопроводящих заготовок / В. И. Абрамов, Б. П. Чемисов. – Опубл. в БИ. №19.1976.
17 А.с. 1301601 СССР. Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле / Г. С. Шулев, В. А. Люцко, О. И. Палий. – Опубл. в БИ №13. 1987.
18 Описание полезной модели к патенту РБ 322. Рабочий орган установки магнитоэлектрического упрочнения / М. П. Кульгейко, И. В. Гринкевич, В. М. Кисленок. – Опубл. в БИ №30. 2001.
19 Патент РФ 2016718. Способ магнитоэлектрического легирования металлических поверхностей / Г. С. Шулев, В. А. Хенсон, Т. А. Иванова. – Опубл. в БИ №14. 1994.
20 Совершенствование конструкции магнитной системы установки электромагнитной наплавки / А. П. Ракомсин, М. И. Сидоренко, Л. М. Кожуро, А. В. Миранович // Теория и практика машиностроения. – 2004. – № 4. – С. 23 – 26.
21 Установка для электромагнитной наплавки поверхностей деталей машин / А. В. Миранович, Ж. А. Мрочек, Л. М. Кожуро, // Вестник БНТУ. – 2005. – № 2. – С. 30 – 34.
22 Мищенко, А. С. Перспективные материалы для постоянных магнитов. http://www.ndfeb.ru.
23 Иродов, И. Е. Основные законы электромагнетизма [Текст]: Учеб. пособие для студентов вузов. – М.: Высшая школа, 1991. – 288 с.
24 Сильные и сверхсильные магнитные поля и их применения: Пер. с англ./Под ред. Ф. Херлаха. – М.: Мир, 1988. – 456 с.
25 Чохели, М. А. Магнитная система с осевой фокусировкой поля. http://www.tor.ru/elcut/articles/choheli/.
26 Скворчевский, Н. Я. Эффективность магнитно-абразивной обработки [Текст]. – Мн.: Навука i тэхнiка, 1991. – 215 с.
27 Константинов, О. Я. Расчет и конструирование магнитных и электромагнитных приспособлений. – М.: Машиностроение, 1967.– 312 с.
28 Постоянные магниты: Справочник / А. Б. Альтман, Э. Е. Верниковский, А. Н. Герберг и др.; Под ред. Ю. М. Пятина. – М.: Энергия, 1983. – 486 с.
29 Келин, Н. А. Методы и устройства для контроля магнитных свойств постоянных магнитов [Текст]. – М.: Энергоиздат, 1984. –79 с.
30 Миткевич, А. В. Стабильность постоянных магнитов [Текст]. – Л.: Энергия, 1991. –128 с.
31 Кожуро, Л. М. Совершенствование магнитной системы установки для электромагнитной наплавки применением постоянных магнитов // Актуальные проблемы физики твердого тела. Материалы междунар. науч.- техн. конф., Мн., 4 – 6 ноября 2003 г / Институт физики твердого тела и полупроводников НАН Беларуси. – Мн., 2003. – С. 58.
32 Василевский, И. Н. Повышение эксплуатационных свойств деталей машин наплавкой паст в электромагнитном поле // Агропанорама. – Мн., 2003. – № 4. – С. 11 – 12.
33 Корольков, П. М. Причины возникновения магнитного дутья при сварке и способы его устранения // Сварочное производство. – М., 2004. – № 3. – С. 38 – 40.
34 Рыжов, Р. Н. Применение шестиполюсной электромагнитной системы для управления параметрами формирования швов при сварке неплавящимся электродом // Автоматическая сварка. – К., 2004. – № 2. – С. 45 – 49.
35 Пат. №1378. МКИ С23С26/00. Устройство для нанесения металлических покрытий / П. А. Витязь, А. Ф. Ильющенко, Л. М. Кожуро, А. В. Миранович. – u20030410; Заявл. 22.09.03; Опубл. 30.06.04. Бюл. №30. – 2 с.