
СОДЕРЖАНИЕ
Word, ведомость, спецификация, чертежи (часть чертежей представлена выше), титульный лист.
ВВЕДЕНИЕ
1 КОНСТРУКЦИИ И МЕТОДЫ ПОЛУЧЕНИЯ ШЛИЦЕВЫХ СОЕДИНЕИЙ
1.1 Конструкции шлицевых соединений
1.2 Сравнительные характеристики шлицев после резания и пластического деформирования
1.3 Обработка шлицевого профиля методом пластического деформирования
1.3.1 Метод накатывания зубьев вала многороликовой головкой
1.3.2 Формообразование зубьев радиальной штамповкой…
1.3.3 Метод ударного накатывания зубьев на валах вращающимися роликовыми головками
1.3.4 Накатывание зубьев на валах круглыми зубчатыми роликами
1.3.5 Накатывание плоскими рейками
1.3.6 Метод редуцирования в жёстких матрицах
1.4 Краткая история изготовления карданных валов на АООТ \”Автодеталь Сервис\”
1.5 Выводы и задачи
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Характеристика металлов, подверженных пластическому деформированию
2.2 Характер течения металла при продольном накатывании шлицев
2.3 Исследование шлицевых концов карданных валов автомобилей УАЗ по отклонению от параллельности и по толщине шлиц по заводской технологии
2.4 Влияние закалки ТВЧ на изменение геометрических параметров прямоугольных шлицев
2.5 Выводы и предложения
3 КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Расчёт величины бокового смещения конической части шлице накатного ролика относительно оси симметрии
3.2 Расчёт подшипника скольжения
4 БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РАБОТЫ
4.1 Безопасность работы
4.1.1 Анализ состояния охраны труда на предприятии
4.1.2 Мероприятия по улучшению условий и охране труда
4.1.3 Расчет защитного заземления
4.1.4 Анализ состояния пожарной безопасности
4.2 Экологичность работы
5 РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ВЫВОДЫ И ПРЕДЛОЖЕНИЯ
ЛИТЕРАТУРА
ПРИЛОЖЕНИЯ
Выдержка из текста дипломной работы
ВВЕДЕНИЕ
Проблема повышения эксплуатационных показателей выпускаемых машин является важнейшей как с научной, так и с производственной точек зрения. Известно, что повышения надежности, долговечности и стабильности в работе можно достигнуть, совершенствуя конструктивные формы изделий и применяя новые, более эффективные материалы, а также улучшая методы обработки сопрягаемых поверхностей деталей.
Качество поверхностного слоя металла оказывает главнейшее влияние на эксплуатационные свойства деталей машин. Исследованиями установлено, что с улучшением качества поверхностного слоя металла повышается износостойкость сопряжения, увеличивается прочность, особенно усталостная, вследствие уменьшения шероховатости поверхности возрастает коррозионная стойкость, улучшается качество посадок и др.
Формообразование поверхностей без снятия стружки методами холодного пластического деформирования позволяет изготавливать детали сложной конфигурации с высокой точностью.
Весьма прогрессивными в этом отношении являются также методы окончательной чистовой обработки деталей упрочняюще-калибрующими инструментами, так как помимо уменьшения шероховатости и повышения точности обработки, эти методы обеспечивают упрочнение поверхностного слоя металла.
Из разработанных способов механического поверхностного упрочнения металлов в промышленности уже довольно широко применяются обкатывание и раскатывание поверхностей деталей роликами или шариками, прокатывание по профилю деталей между роликами, дорнование цилиндрических и фасонных отверстий, центробежно-шариковая обработка ротационными упрочнителями и др. Широко распространены также процессы формообразующей обработки сложных поверхностей в холодном состоянии с одновременным упрочнением поверхностного слоя металла, в частности выдавливание заготовок в холодном состоянии и накатывание резьбы, чистовое волочение фасонных профилей, накатывание мелкомодульных зубьев зубчатых колес, шлицев, рифлений и знаков, ротационное обжатие и др. Эти процессы, основанные также на принципе взаимодействия путем копирования, скольжения или обкатывания поверхностей точным формообразующим инструментом, обеспечивают калибрование и окончательную отделку деталей высокого класса точности.
В работе дается классификация основных методов упрочняюще-калибрующей и формообразующей обработок металлов на основе анализа схем напряженного состояния металла в зоне его контакта с обрабатывающим инструментом; рассматриваются некоторые схемы процессов упрочняюще-калибрующей и формообразующей обработок металла; по этим процессам проводятся конструкции и расчеты основных видов инструментов, приспособлений и технологического оборудования; показывается влияние качества упрочненных поверхностей на эксплуатационные свойства деталей машин. По результатам обобщения научных, производственных и литературных данных приводятся рекомендации по расчету и выбору режимов обработки деталей указанными методами.
ВЫВОДЫ И ПРЕДЛОЖЕНИЯ
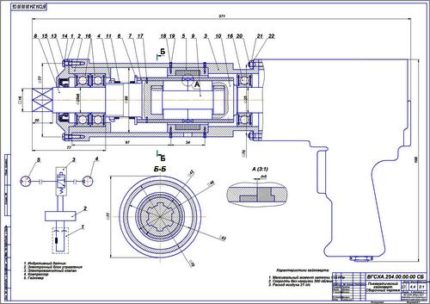
1. Анализ разрушений шлиценакатных роликов в большинстве случаев не выявляет усталостного их выкрашивания по острым кромкам.
2. На конической части большинства роликов образуются очаги разрушения, располагающиеся по концентрическим окружностям пропорционально величинам внедрения ролика при циклических проходах. При этом образуются сначала радиальные усталостные трещины, как результат пластического течения металла детали по плоскости инструмента.
3. По цилиндрической части ролики подвержены абразивному изнашиванию, как результат пластического оттеснения материала детали при трении качения со скольжением.
4. Измерение внутреннего диаметра роликов указывает на значительный их износ, что вызывает, по-видимому, увод их от прямолинейного движения вдоль оси детали и неучтенные боковые нагрузки на трапецеидальную часть ролика, призванную выполнять роль клина.
4. Для исключения усталостного износа и выкрашивания ролика по острым кромкам (концентратор напряжения) наружную цилиндрическую часть следует делать сферической (центр сферы должен совпадать с центром вращения ролика).
5. Для снижения трения и адгезионного взаимодействия при течении материала заготовки вдоль конической части ролика последнюю подвергать или азотированию или напылению TIN методами КИБ.
7. Анализ и предварительный расчёт позволяет сделать вывод, что все виды профилей зубьев удовлетворяют условию ?см ? [?]см, причём предлагаемый нами треугольный профиль зубьев выполняет это условие в большей степени, чем эвольвентный.
Список используемой литературы
1. Бугаев А.В., Северденко В.П., Тимошенко Я.А. Накатка шлицев на валах с наложением колебаний. Минск: Беларусь, 1970 – 25 с.
2. Деордиев Н.Т., Назаренко Е.С. Изготовление шлицев на валах редуцированием. «Вестник машиностроения», 1965, № 10
3. Зотов Б.И., Лапшин Ю.А. Безопасность жизнедеятельности на производстве. Методическое пособие по выполнению подраздела «Безопасность проекта» в дипломных проектах для студентов факультета механизации с/х., 2002
4. Зотов Б.И., Герн О.А. Методические указания к практическим занятиям по курсу «БЖД», 1991 – 79 с.
5. Иванов М.Н. Детали машин. М.: Высшая школа, 1991 – 384 с.
6. Козырев Ю.Г., Эстерзон М.А. Оборудование и инструмент для накатных шлицев (обзор). М.: НИИМаш, 1974 – 100 с.
7. Колпаков А.П., Карнаухов И.Е. Проектирование и расчет механических передач. М.: Колос, 2000 – 327 с.
8. Лопата А.Я., Тартаковский И.Т. Шпоночные и зубчатые соединения. М.: Машгиз, 1970 – 130 с.
9. Лапшин Ю.А. Безопасность жизнедеятельности. Лабораторный практикум, 2003 – 97 с.
10. Лапшин Ю.А., Шленкин К.В. БЖД, часть 1, 2002 – 165 с.
11. Ничипорчик С.Н., Корженцевский В.Ф. и др. Детали машин в примерах и задачах. Минск: Высшая школа, 1981 – 431 с.
12. Писаревский М.И. Накатывание точных резьб, шлицев и зубьев. М.: Машиностроение, 1973 – 200 с.
13. Проскуряков Ю.Г., Осколков А.И. и др. Обработка деталей без снятия стружки. Барнаул, 1972 – 176 с.
14. Северденко В.П., Синицин В.Г., Собалев Б.А., Бураев А.В. Изготовление шлицев валов прокаткой. Часть 1 и 2. Минск, 1962 – 312 с.
15. Скундин Г.И., Никитин В.Н. Шлицевые соединения. М.: Машиностроение, 1981 – 126 с.
16. Смирнов В.С. Теория прокатки. М.: Металлургия, 1967.
17. Стрельченко В.С. Влияние некоторых конструктивных и технологических факторов на точность валов при формообразовании шлицев методом продольного накатывания в холодном состоянии. В кн.: Улучшение качества деталей тракторов, с/х машин и увеличения производительности труда. Часть 2 Барнаул, 1969.
18. Уик Ч. Обработка металла без снятия стружки. М.: Мир, 1965.
19. Усиков И.К., Стрельченко В.С. Выбор оптимальных технологических процессов на машиностроительных предприятиях. Выпуск 1. Барнаул, 1986.
20. Усиков И.К. Особенности течения металла при накатывании шлицев на валах в холодном состоянии. В кн.: Труды АНИТИМ. Выпуск 1. Барнаул, 1986
21. Усиков И.К., Стрельченко В.С. Упрочнение материала валов при холодном накатывании шлицев. В кн..: Труды АНИТИМ. Выпуск 1. Барнаул, 1986.
22. Чернавский С.А. и др. Проектирование механических передач. М.: Машиностроение, 1984 -558 с.
23. Шнейдер Ю.Г. Холодная бесштамповая обработка металлов давлением. Л.: Машиностроение, 1967
24. Щеголь А.Б. Точность шлицевых соединений и методы их контроля по курсу «Основы взаимозаменяемости, стандартизации и технических измерений». Ростов-на-Дону: РИСХМ, 1979 -24 с.
25. Якобсон М.О., Эстердон М.А., Козырев Ю.Г. Изготовление шлицев на валах накатыванием. В кн.: Технология обработки давлением. М.: НИИМаш, 1984.