СОДЕРЖАНИЕ
Word, ведомость, спецификация, чертежи (часть чертежей представлена выше), титульный лист.
Выдержка из текста дипломной работы
ВВЕДЕНИЕ
Постоянная необеспеченность ремонтного производства запасными частями является серьезным фактором снижения технической готовности автомобильного парка. Расширение же производства новых запасных частей связано с увеличением материальных и трудовых затрат. Вместе с тем около 75% деталей, выбраковываемых при первом капитальном ремонте автомобилей, являются ремонтопригодными либо могут быть использованы вообще без восстановления. Поэтому целесообразной альтернативой расширению производства запасных частей является вторичное использование изношенных деталей, восстанавливаемых в процессе ремонта автомобилей и его агрегатов.
Из ремонтной практики известно, что большинство выбракованных по износу деталей теряют не более 1 – 2% исходной массы. При этом прочность деталей практически сохраняется. Например, 95% деталей двигателей внутреннего сгорания выбраковывают при износах, не превышающих 0,3 мм, и большинство из них могут быть вторично использованы после восстановления.
С позиции материалоемкости воспроизводства машин экономическая целесообразность ремонта обусловлена возможностью повторного использования большинства деталей как годных, так и предельно изношенных после восстановления. Это позволяет осуществлять ремонт в более короткие сроки с меньшими затратами металла и других материалов по сравнению с затратами при изготовлении новых машин.
Высокое качество отремонтированных автомобилей и агрегатов предъявляет повышенные требования к ресурсу восстановленных деталей. Известно, что в автомобилях и агрегатах после капитального ремонта детали работают, как правило, в значительно худших условиях, чем в новых, что связано с изменением базисных размеров, смещением осей в корпусных деталях, изменением условий подачи смазки и пр. В этой связи технологии восстановления деталей должны базироваться на таких способах нанесения покрытий и последующей обработки, которые позволили бы не только сохранить, но и увеличить ресурс отремонтированных деталей. Например, при восстановлении деталей хромированием, плазменным и детонационным напылением, индукционной и лазерной наплавкой, контактной приваркой металлического слоя износостойкость их значительно выше, чем новых.
Восстановление автомобильных деталей стало одним из важнейших показателей хозяйственной деятельности крупных ремонтных, специализированных малых предприятий и кооперативов. Создана фактически новая отрасль производства – восстановление изношенных деталей. По ряду наименований важнейших наиболее металлоемких и дорогостоящих деталей вторичное потребление восстановленных деталей значительно больше, чем потребление новых запасных частей. Так, например, восстановленных блоков двигателей используется в 2,5 раза больше, чем получаемых новых, коленчатых валов – в 1,9 раза, картеров коробок передач – в 2,1 раза больше, чем новых. Себестоимость восстановления для большинства восстанавливаемых деталей не превышает 75% стоимости новых, а расход материалов в 15 — 20 раз ниже, чем на их изготовление. Высокая экономическая эффективность предприятий, специализирующихся на восстановлении автомобильных деталей, обеспечивает им конкурентоспособность в условиях рыночного производства.
За рубежом также уделяют большое внимание вопросам технологии и организации восстановления деталей. В высокоразвитых странах – США, Англии, Японии, ФРГ – ремонт в основном осуществляется на предприятиях -изготовителях автомобилей. Восстанавливают дорогостоящие, металлоемкие, массовые автомобильные детали – коленчатые и распределительные валы, гильзы цилиндров, блоки и головки блоков, шатуны, тормозные барабаны и пр. Ремонтной базой являются моторо- и агрегаторемонтные предприятия фирм-изготовителей новых машин, самостоятельные фирмы-посредники. Например, в США восстановлением деталей занято около 800 фирм и компаний. К ним относятся как специализированные фирмы, так и фирмы, производящие комплектующие изделия для автомобилестроительных предприятий, в общем объеме продукции которых 10 — 40% приходится на выпуск восстановленных деталей. Ремонтным фондом служат детали со списанных автомобилей, которые поставляют фирмы-производители или фирмы, специализирующиеся на переработке негодных автомобилей. В США удовлетворение потребности автотранспортных средств в запасных частях обеспечивается на 25 % в результате восстановленния деталей.
1. АНАЛИЗ РАБОТОСПОСОБНОСТИ И НАДЕЖНОСТИ КАРДАННОЙ ПЕРЕДАЧИ АВТОМОБИЛЯ ГАЗ – 32217
Карданные передачи применяются в трансмиссиях автомобилей для силовой связи механизмов, валы которых не соосны или расположены под углом, причем взаимное положение их может меняться в процессе движения. Карданные передачи могут иметь один или несколько карданных шарниров, соединенных карданными валами, и промежуточные опоры. Карданные передачи применяют также для привода вспомогательных механизмов, например, лебедки. В ряде случаев связь рулевого колеса с рулевым механизмом осуществляется при помощи карданной передачи.
К карданным передачам предъявляют следующие требования:
* – передача крутящего момента без создания дополнительных нагрузок в трансмиссии (изгибающих, скручивающих, вибрационных, осевых);
* – возможность передачи крутящего момента с обеспечением равенства угловых скоростей ведущего и ведомого валов независимо от угла между соединяемыми валами;
* – высокий КПД;
* – бесшумность;
* – обеспечение минимальных размеров и массы;
* – простота устройства и обслуживания;
* – технологичность;
* – ремонтопригодность;
*- низкий уровень шума.
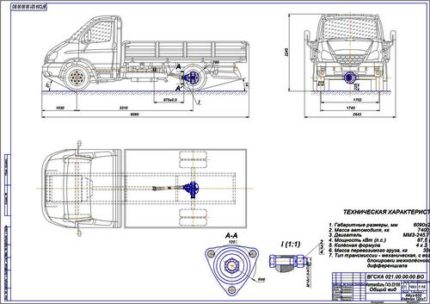
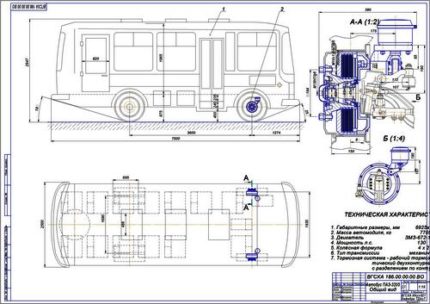
На автомобиле ГАЗ -32217 применяется карданная передача открытого типа, одновальная с двумя карданными шарнирами.
1.1. Устройство и работа карданной передачи
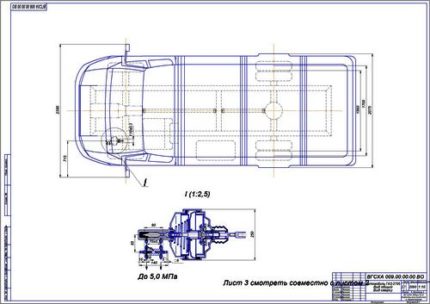
Карданная передача (рис.1.1.) состоит из вала, фланца, скользящей вилки и двух карданных шарниров.
Карданный вал 5 представляет собой тонкостенную трубу с внутренним диаметром 71мм и толщиной стенки 1мм, в концы которой запрессованы и приварены две вилки. В ушках вилок имеются соосные отверстия под подшипники.
К заднему концу карданного вала через шарнир присоединяется фланец 7 с двумя ушками, центровочным пояском, который четырьмя болтами крепится через картонную прокладку к фланцу ведущей шестерни заднего моста. Наличие картонной прокладки предотвращает выброс масла в случае подтекания его из картера заднего моста, по шлицам фланца ведущей шестерни.
К переднему концу карданного вала через шарнир присоединяется скользящая вилка 4 с шлицевым отверстием в хвостовике, закрытым завальцованой заглушкой и грязеотражателем 3. Хвостовик вставляется в сальники и втулку заднего картера коробки передач. При перемещениях заднего