СОДЕРЖАНИЕ
Word, ведомость, спецификация, чертежи (часть чертежей представлена выше), титульный лист.
Введение 4
1. Технологическая часть 5
1.1 Определение типа производства 5
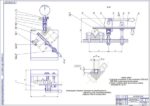
1.2 Проектирование технологического процесс сборки узла 6
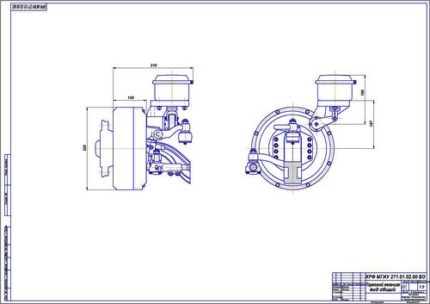
1.2.1 Служебное назначение узла, описание устройства и работы 6
1.2.2 Критический анализ технических требований. Обоснование метода достижения точности по отдельным ТТ узла 9
1.2.3 Методы проверки ТТ собранного узла 15
1.2.4 Анализ технологичности конструкции узла 15
1.2.5 Технологическая схема сборки 16
1.2.6 Разработка маршрутного техпроцесса сборки с выбором оборудования и оснастки 17
1.2.7 Нормирование технологического процесса сборки 18
1.2.8 Организация работы участка сборки 19
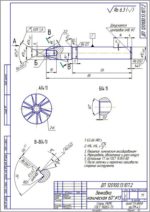
1.3 Технологический процесс изготовления детали 19
1.3.1 Служебное назначение детали и её поверхностей, характеристика материала 19
1.3.2 Критический анализ технических требований к детали 22
1.3.3 Методы и схемы проверки ТТ 23
1.3.4 Анализ технологичности конструкции детали 24
1.3.5 Выбор и технико-экономическое обоснование метода получения заготовки 24
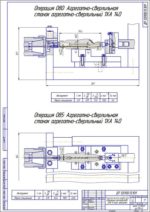
1.3.6 Разработка технологического маршрута обработки с выбором оборудования и оснастки, баз и схем базирования 27
1.3.7 Расчет и выбор припусков 36
1.3.8 Расчет и выбор режимов резания. Техническое нормирование 44
1.3.9 Средства механизации и автоматизации ТП обработки 89
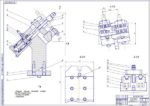
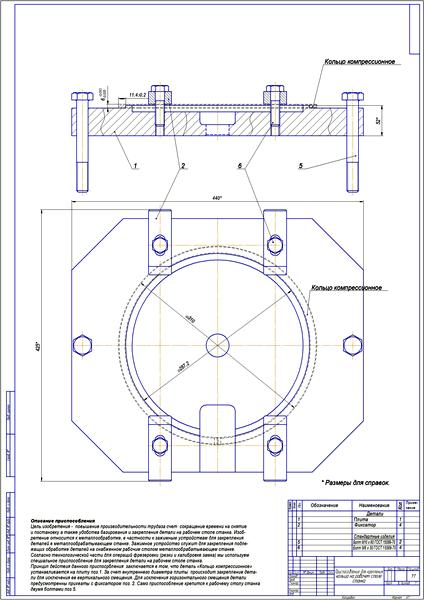
1.4 Конструирование и расчет приспособлений 90
1.4.1 Исходные данные 90
1.4.2 Служебное назначение приспособления и исходные данные для проектирования 90
1.4.3 Схема и расчет приспособления 91
1.4.4 Описание устройства и работы приспособления 95
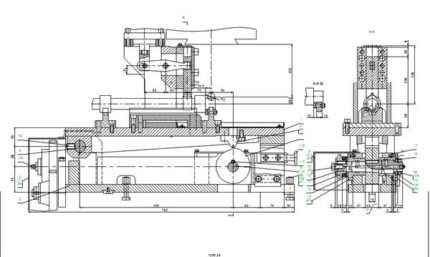
1.5 Выбор и описание режущего инструмента 96
1.6 Планировка участка 96
2. Охрана труда и окружающей среды 98
2.1 Требования к безопасности при эксплуатации станков токарной и сверлильной групп 98
2.2 Стружка и способы защиты от травм на участке 103
2.3 Обезвреживание и утилизация отработанных СОЖ 110
3. Организационно-экономическая часть 114
3.1 Организационные расчеты проектируемого участка 114
3.2 Технико-экономическое обоснование проекта 123
3.3 Расчет технико-экономических показателей проектируемого участка 138
4. Общие выводы 148
Исследовательская часть 150
Литература 167
Выдержка из текста дипломной работы
ДОКЛАД
В данном дипломном проекте мной разрабатывался технологический процесс механической обработки корпуса форсунки, по данным собранными мной во время прохождения производственной практики. Исходными данными для проекта являлись: чертёж узла, чертёж детали, входящей в данный узел, годовая программа выпуска, действующие технологические процессы сборки форсунки и механической обработки корпуса форсунки.
Дипломный проект состоит из двух основных частей.
В первой части, посвященной технологическому процессу сборки форсунки, приведено служебное назначение узла и краткое описание работы, произведен анализ технологичности конструкции узла и размерный анализ узла, описана технологическая схема сборки изучаемого узла и выполнено технологическое нормирование трудоемкости сборки узла.
Во второй части дипломного проекта проводилось изучение технологичности конструкции детали – корпуса форсунки и технических требований к детали, а также выбор метода получения заготовки. При выборе метода получения заготовки корпуса рассматривались два метода и на основе расчета себестоимости их изготовления был выбран метод изготовления заготовки из проката. На основе карты исходных данных и анализа действующего технологического процесса с учетом типа производства и специфики деталей был спроектирован технологический процесс изготовления деталей, выбрано оборудование и инструмент. В одну технологическую операцию группировалась обработка поверхностей, сходных по методу обработки, точности, шероховатости и технологическим возможностям оборудования. Оборудование выбрано характерное для крупносерийного типа производства – агрегатные и многоцелевые станки. При этом значительно сокращается парк станков и себестоимость изготавливаемых деталей.
Для спроектированных технологических процессов изготовления деталей были рассчитаны режимы резания и определена норма времени на операции. Произведен размерный анализ технологического процесса изготовления корпуса форсунки. В результате проведенной работы были рассчитаны размеры заготовки с минимально необходимыми припусками, что обеспечивает минимальный расход материала; на все операции технологического процесса назначены технологические допуски и технические требования; определены минимально необходимые припуски; построены размерные схемы технологического процесса и проверена возможность обеспечения чертежных размеров и технических требований при обработки детали по данному технологическому процессу.
В части охрана труда и окружающей среды
В организационной части проекта определено число необходимого оборудования для изготовления корпуса форсунки, коэффициент его загрузки и число рабочих. В экономической части рассчитаны основные технико-экономические показатели проекта, которые подтверждают выгодность и рентабельность спроектированного технологического процесса.
Список используемой литературы
1. Ансеров М.А. Приспособления для металлорежущих станков. – М.: Машиностроение, 1967. – 945 с.
2. Балашов А.В. Николаенко Н.С. Дипломное проектирование по технологии машиностроения. Графическая часть. Методические указания / Алт. гос. техн. ун-т им. И.И.Ползунова. – Барнаул: Изд-во АлтГТУ, 2008. – 80 с.
3. ГОСТ 21495-76 Базирование и базы. Термины и определения.
4. ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием.
5. ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски.
6. ГОСТ 14.205-83 (СТ СЭВ 2063-79). Технологичность конструкции изделий. Термины и определения.
7. Инструмент для станков с ЧПУ, многоцелевых станков и ТПС/ И.Л.Федюшин, Я.А.Музыкант, А.И.Мещеряков и др. – М.: Машиностроение, 1990. – 272 с.
8. Колесов И.М. Основы технологии машиностроения. – М.: Высш. школа, 2001. – 592 с.
9. Корсаков В.С. Основы конструирования приспособлений. – 2-е изд. перераб. и доп. – М.: Машиностроение, 1983. – 277 с.
10. Кузнецов Ю.И. Конструкции приспособлений для станков с ЧПУ. – М.: Высш. шк., 1988. – 303 с.
11. Основы технологии машиностроения/Под ред. В.С.Корсакова. – М.: Машиностроение, 1977. – 416 с.
12. Панов А.А. Расчет линейных размерных цепей при проектировании технологических процессов сборки: Учебное пособие / Алт. гос. техн. ун-т им. И.И.Ползунова. – Барнаул : Изд-во АлтГТУ, 1996. – 51 с.
13. Панов А.А., Хоменко В.В. Расчет припусков на механическую обработку: Методические указания для студентов машиностроительных специальностей всех форм обучения./ Алт. гос. техн. ун-т им. И.И.Ползунова. – Барнаул: Изд-во АлтГТУ, 2006. – 44 с.
14. Справочник технолога-машиностроителя: В 2-х т. Т. 1 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. – 4-е изд. перераб. и доп. – М.: Машиностроение, 1986. – 656 с.
15. Справочник технолога-машиностроителя: В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. – 4-е изд. перераб. и доп. – М.: Машиностроение, 1986. – 496 с.
16. Безопасность труда при обработке металлов резанием/Под ред. А.Ф.Власова – М.: Машиностроение, 1980. – 80 с.
17. Удаление пыли и стружки от режущих инструментов/Под ред. А.Ф.Власова – М.: Машиностроение, 1989. – 263 с.